 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Упаковочные операции
Картонные коробки собирают, заполняют и упаковывают на предприятиях-изготовителях расфасовываемого продукта (их также называют «конечными потребителями коробок» или «предприятиями-фасовщиками/упаковщиками»). Кроме того, существуют фирмы, выполняющие фасовку и упаковывание по договору (контракту), предоставляя фирмам-изготовителям свои услуги по упаковке, включая упаковку в картонную тару. Это особенно удобно с учетом особых требований к продвижению и пробному маркетингу.
Упаковка в картонные коробки может выполняться вручную, частично механизированным способом или полностью автоматическим. Скорости упаковочных операций могут быть самыми разными — от 10 до 1000 коробок/мин, хотя скорость выше 500 коробок/мин используется довольно редко. Механизированная упаковка с использованием при фасовании продукта ручного труда возможна при скоростях 40-60 коробок/мин. Полностью автоматизированное фасовочно-упаковочное оборудование с использованием складных картонных коробок работает со скоростями от 60 коробок/мин, и большинство производителей такого оборудования предлагает машины, способные работать с более высокой скоростью, например, 120-240 коробок/мин. Для некоторых изделий, например, при упаковке сигарет возможны и более высокие скорости фасования (250-400 коробок/мин). Сигаретные пачки на 20 сигарет из особого типа картонных заготовок с откидной крышкой и трехсторонним внутренним каркасом упаковывают на скоростях 400-700 пачек/мин, а новому поколению машин для упаковки сигарет подвластны скорости около 1000 пачек/мин.
Какими бы ни были требуемая скорость и производительность конкретной упаковочной операции, всегда можно выбрать то или иное упаковочное оборудование под конкретные потребности производства. Некоторые фирмы предпочитают вместо одной машины, работающей с производительностью 180 коробок/мин, иметь три машины с номинальной производительностью 60 коробок/мин. На выбор оборудования влияют несколько факторов, в частности:
• расположение цехов и особенности технологического процесса;
• потребность в одновременной упаковке изделий разного размера;
• потребность в одновременной упаковке разных изделий.
В упаковочной линии последовательно выполняются следующие операции:
• подача заготовок и сборка коробок;
• заполнение коробки изделием;
• закрывание коробки;
• контрольное взвешивание и обнаружение металлических инородных тел (в зависимости от изделия);
• финишная обработка упаковок и подготовка их к реализации.
Данные одного неопубликованного исследования различных видов упаковочных линий, расположенных на разных производственных участках крупной межнациональной корпорации по выпуску товаров широкого потребления, свидетельствуют,
что наиболее распространенной причиной неполадок являются проблемы в секции подачи заготовок коробок.
Коробки с клееным боковым швом
Заготовки коробки с клееным боковым швом помещаются в загрузочное устройство, из которого они поочередно извлекаются вакуумными присосками. Существует два основных метода извлечения заготовок из загрузочного устройства и их сборки. В первом случае присоски захватывают заготовку за одну сторонку и переносят ее в движущиеся лотки секционного конвейера. Длина каждого лотка, регулируемая секциями конвейера, автоматически уменьшается до ширины коробки, и при этом коробка формируется за счет давления на два противоположных бортика. Такой метод называют «диагональной загрузкой». Второй способ заключается в захвате присосками соседних бортиков, которые растягиваются в противоположных направлениях так, что картонная коробка к моменту ее сбрасывания в лоток секционного конвейера становится прямоугольной в сечении. Этот метод называют «ротационной загрузкой». При другом методе механического раскрывания используют ножи, вставляемые с обеих сторон, которые при опускании коробки на секционный конвейер в режиме диагональной загрузки изгибаются.
С помощью методов моделирования диагональной и ротационной загрузки с измерением силы раскрывания коробок довольно подробно изучалось открытие бокового шва клееных коробок. В указанной работе приводятся сведения о склеивании картонных коробок, предварительной фальцовке и изменении силы открывания картонной коробки в зависимости от продолжительности хранения заготовок. При диагональной загрузке сила раскрывания коробки после склеивания и фасования производителем коробки быстро возрастает в течение первых 6 сут хранения заготовок и стабилизируется через 2-3 мес. При ротационной загрузке значительного увеличения момента силы раскрытия коробки в течение хранения не происходит, что заставляет предположить, что этот метод сборки коробок лучше. При указанных методах сборки основное сопротивление раскрыванию оказывают предварительно сфальцованные линии биговки, что свидетельствует о важности операции фальцовки/склеивания.
Еще один аспект работы фальцовочно-склеивающей линии — это действие обжима в сфальцованных линиях биговки, который можно оценить путем измерения высоты заданного количества заготовок коробок в конце операции склеивания. Чем больше давление сжатия, тем эта высота меньше и больше вероятность того, что коробку будет трудно раскрыть на упаковочной линии. Если, однако, сжатие слишком мало, адгезия в боковом шве может быть пониженной и, кроме того, коробки будет трудно загружать в загрузочное устройство фасовочной машины. На практике эта высота должна поддерживаться для заданной коробки в пределах диапазона, устанавливаемого на основе корреляции с задаваемым диапазоном высоты на этапе фасования в коробки, то есть после хранения. Эту характеристику высоты называют также упругостью.
Одна из основных причин возникновения проблем при подаче коробок на стадии фасования — это деформация сложенных коробок, иногда происходящая при
хранении. Это относится в том числе к такому изменению формы коробок, которое называют «бананом» или «креслом», и коробку в таком случае раскрыть практически невозможно. Другой вид деформации придает коробке S-образную форму. Заготовки рекомендуется хранить, устанавливая их на кромку и исключая давление кипы заготовок в групповой таре из гофрокартона. Получающиеся ряды заготовок не должны быть слишком плотными. В работе предлагается использовать для расчета внутренней длины ящика для заготовок суммарную толщину ряда, рассчитываемую как произведение утроенной толщины картона (то есть толщины клеевого клапана) на количество коробок плюс 15%.
Учет силы раскрывания коробки в некоторых случаях ведет к изменению системы нанесения на нее клея. Для достижения наилучшего соотношения «цена-качество» при крупных сериях на картонные коробки можно наносить печать и фальцевать их большими партиями. Склеивание, однако, производится значительно меньшими партиями, чтобы минимизировать риск увеличения силы, необходимой для раскрытия картонной коробки, и деформации при хранении. В некоторых случаях склеивание проводят практически «под заказ» с использованием мощностей, удаленных от изготовителя коробок, но расположенных как можно ближе к месту фасования. Можно также применять фасовочные машины с расположенным у механизма загрузки простым устройством для склеивания бокового шва.
В зависимости от фасуемого изделия коробки с клееным боковым швом можно заполнять горизонтально или вертикально (рис. 10.36). Для дозирования свобод-нотекучего продукта под действием силы тяжести используют весовой дозатор с большим числом дозирующих головок. Дозатор такого типа позволяет постепенно наполнять вертикально расположенные картонные коробки при движении дозирующих головок по полукольцевой траектории. Производительность таких дозаторов довольно велика — сотни коробок в минуту.
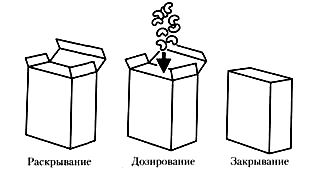
Рис. 10.36. Вертикальное дозирование и герметизация.
Некоторые упаковочные машины снабжены устройством подачи с предварительной загрузкой, служащим для увеличения времени, отведенного на раскрытие коробки в регулируемых условиях. Полукольцевое устройство подачи с предварительной загрузкой монтируют вдоль устройства подачи упаковочной машины, и с его помощью в лотки упаковочной машины передаются уже раскрытые коробки.
Оборудование для упаковки свободнотекучих продуктов в картонные коробки с вертикальным дозированием может включать средства взвешивания картонной тары и контроля дозирования по уровню, что позволяет достигать высокой точности массы расфасованного продукта (при фасовании коробок дорогими изделями это является существенным преимуществом).
Закрывание коробок с клееным боковым швом осуществляется путем термосваривания (рис. 10.37), подгибаемыми клапанами или замковыми язычками. В средствах укупорки обычно предусматривают приспособления для облегчения открывания, конструкция которых зависит от того, предусматривается ли возможность повторной укупорки данной упаковки.
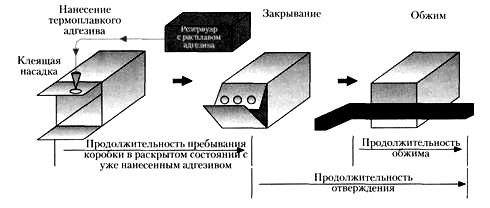
Рис.10.37. Закрывание коробки с помощью термоплавкого адгезива
Сборка плоских заготовок картонных коробок
Для сборки плоских заготовок коробок на предприятиях, выполняющих фасование и упаковку, используют один из следующих методов.
• Применение качающегося рычага («загибателя»), нажимающего на бортик основания; тем самым бортики поворачиваются на 90° в вертикальное положение (с небольшим отклонением), после чего они в этом положении закрепляются, и лоток формируется с помощью замковых язычков или термоплавкого адгезива (рис. 10.38).
• Нанесение адгезива на боковой шов и складывание заготовки коробки вокруг оправки; перед этим оправку обычно покрывают оберточной бумагой, бумагой с барьерным покрытием (например, ПЭ, ПВДХ, ОПП с покрытием из ПВДХ или полимерным ламинатом), а затем герметизируют боковой шов и основание.
• Формирование заготовки с откидывающейся крышкой и внутренней рамкой (такую конструкцию используют в основном лишь для упаковки сигарет).
• Нанесение адгезива на боковой шов упрощенным приспособлением для склеивания бокового шва как первая операция в упаковочной линии.
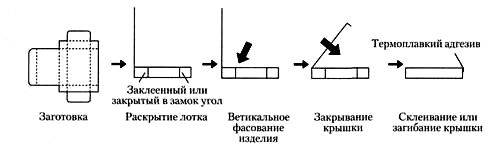
Рис. 10.38. Сборка коробки лоткового типа для вертикального фасования и закрывания
Эффективность работы с плоскими заготовками зависит главным образом от степени их плоскостности. Это связано с тем, что заготовки с изгибом или скручиванием нарушают подачу и вызывают остановку оборудования. Например, если заготовка коробки извлечена из загрузочного устройства (магазина) и помещена на короткий конвейер запечатанной стороной вниз, то выступы, которые должны толкать заднюю кромку картона, проходят под приподнятой кромкой. Скручивание (коробление) препятствует также аккуратному перемещению подгибаемых клапанов.
Коробки лоткового типа загружают сверху (вручную или путем автоматического захвата и перемещения). Крышка, прикрепленная к коробке, закрыта и приклеена термоплавким адгезивом с одной или с трех сторон. Если продукт фасуют в коробку горячим, то необходимо использовать клеи, представляющие собой водные растворы ПВА, крахмала или декстрина. Эффективность адгезивов на водной основе зависит от их поглощения склеиваемыми поверхностями и продолжительности обжима для отверждения клея, достаточной для схватывания соединений так, чтобы они не раскрывались при снятии усилия.
Лотки с полимерным покрытием собирают и закрывают крышками обычно с по мощью термосварки, а коробки, загружаемые с торца, закрывают термоплавким адгезивом (хотя и не всегда).
При использовании термоплавких адгезивов важно не подвергать их в течение длительного времени действию воздуха рабочей температуры, когда машина не работает. Такое воздействие вызывает тепловую деградацию и последующую потерю адгезивных свойств. Примером может служить следующая ситуация. Упаковщик утверждал, что термоплавкий адгезив не обеспечил постоянного качества заклеивания коробки, так как поверхность картона была дефектной. Выяснилось, что машина на ночь и выходные дни оставалась без присмотра, а подогрев резервуара с адгезивом не был выключен, причем это практиковалось постоянно для быстрого запуска при возобновлении производства. В данном случае была установлена сильная карбонизация адгезива с ухудшением его термоплавких свойств. Проблема была решена путем использования таймеров, включающих расплавление адгезива незадолго до возобновления фасовочных операций. В настоящее время открытым клеевым резервуарам предпочитают герметичные устройства подачи адгезива в нужное время.
Хранение картонных коробок
Мы уже отмечали, при высокой влажности окружающей среды картон поглощает влагу, а при низкой ее теряет. Изменения влажности картона обычно сопровождаются изменением его формы (нарушением плоскостности), в связи с чем на всех этапах, где картон может подвергаться воздействию изменений относительной влажности, следует принимать меры предосторожности. Изготовитель коробок должен обеспечить защиту заготовок от влаги при хранении и транспортировке, а фасовочные и упаковочные предприятия (потребители заготовок) должны исключить их распаковку до тех пор, пока температура заготовок не выравняется с температурой упаковочной зоны.
Известны случаи возникновения проблем, связанных с нахождением распакованных паллет с ожидавшими упаковки заготовками коробок рядом с дверями и окнами. Оказалось, что холодные картонные заготовки влияют на эффективность адгезии термоплавких адгезивов (клеев), поскольку время, в течение которого адгезив остается активным, при его нанесении на холодную поверхность уменьшается, и еще до соединения склеиваемых поверхностей липкость теряется.
Фасовочно-упаковочные предприятия в конце работы и в выходные дни должны также менять влагостойкую обертку паллет и ящиков с заготовками оставшихся не использованными картонных коробок. Это особенно важно на сухих упаковочных участках (с низкой относительной влажностью), где ведется фасование и упаковка сухих пищевых продуктов (чая, печенья или зерновых хлопьев). В этой сухой среде велика вероятность того, что незащищенные плоские заготовки картонных коробок будут скручиваться в сторону, обратную печати, что вызовет впоследствии проблемы в работе упаковочного оборудования.
Работоспособность и эффективность упаковочных линий
Работоспособность упаковочных линий очень важна и зависит от многих параметров. Определение «хорошей работоспособности» дать довольно сложно, но «плохая работоспособность» обычно бывает очевидна. В общих чертах можно утверждать, что хорошая работоспособность характеризуется минимальными нарушениями операций упаковки с заданной эффективностью, которую можно измерять и регулировать.
Эффективность упаковочной линии зависит от следующих факторов:
• вид оборудования и способ упаковки (в случае линии фасовки и упаковки вручную);
• надежность оборудования и его техническое облуживание;
• тип фасуемого изделия;
• уровень профессиональной подготовки персонала;
• качество заготовок коробок.
Цель предприятия, выполняющего фасование и упаковку, состоит в том, чтобы исключить или минимизировать выпуск поврежденных упаковок, отходы продукта и упаковки и достичь номинальной производительности упаковочной линии. Эффективность упаковочной линии определяется выражением:

При определении «ожидаемого выхода» важно, чтобы он был основан на реальной продолжительности упаковки. Это означает, что из общей продолжительности производства должны быть исключены наладочные операции и время, необходимое на техническое обслуживание.
Упаковочная линия может состоять из нескольких связанных между собой узлов-модулей — например, узел для формования/фасовки/герметизации пакетов или мешочков саше, узел для фасования в складные картонные коробки и узел для упаковки в жесткие коробки (ящики). Если коэффициент использования каждого узла равен 90%, то коэффициент использования линии в целом равен произведению этих величин (в данном случае — 72,9%), и это необходимо учитывать при планировании упаковочных линий.
В качестве примера можно привести случай, когда предприятие-упаковщик жаловалось на высокие отходы складных картонных коробок. В упаковочную линию эти коробки подавались устройством сборки со счетчиком, учитывавшим каждый цикл вертикальной фасовки. Устройство сборки коробок могло собирать их быстрее, чем происходило фасование и закрытие коробок в остальной части линии, что само по себе неплохо. Когда линия заполнялась фасуемыми коробками, автоматическое реле останавливало подачу заготовок в устройство сборки коробок, но устройство сборки коробок продолжало автоматически выполнять рабочий цикл, хотя коробки при этом не собирались. Счетчик продолжал подсчет циклов, и в конце смены его показания (естественно, неверные) фиксировались как количество собранных картонных коробок. Количество же расфасованных коробок было значительно меньше количества собранных (по счетчику сборки), и это различие интерпретировалось как отходы картонных коробок. В конечном счете были установлены правильные показатели, основанные на количестве заготовок, поступивших со склада, но это произошло только после того, как поставщиком заготовок и картона было инициировано проведение специального расследования.
Некоторые параметры «работоспособности» являются более расплывчатыми, чем другие, — например, понятие «синхронизации», связанное с настройками машины для сборки коробок (в пределах этих настроек установленные требования к картонным коробкам при удовлетворительной эффективности линии упаковки выполняются). Настройки управляют автоматическим перемещением при взаимодействии машины с коробкой и картоном (некоторые операции могут ускоряться или замедляться в зависимости от жесткости картона, сопротивления складыванию или пружинения линий биговки коробки). Значение синхронизации можно проиллюстрировать следующей ситуацией, которая возникла при пробной эксплуатации коробок с измененными характеристиками на линии упаковки, долго работавшей в установившемся режиме. Спецификация картона значительно отличалась в том, что она была основана на коробочном картоне FBB, изготовленном на длинносеточной картоноделательной машине, в то время как ранее выпускавшиеся коробки изготавливались на основе макулатурного картона WLC, изготовленного на модифицированной круглосеточной машине. При этом толщина двух видов картона была одинаковой, то есть плотность FBB (картона для складных коробок) была на 23% ниже. Размеры коробок варьировали от среднего до большого. Их собирали под горизонтальную фасовку с торца изделием, которое уже было упаковано в пакет из соэктрузионной полиэтиленовой пленки. Коробки перемещались в направлении, совпадавшем с машинным направлением картона, причем у WLC и FBB наблюдалось значительное различие между жесткостью в машинном направлении (в первом случае она была примерно на 25% выше). Причина этого заключалась главным образом в различии формования на картоноделательной машине. Отношение жесткости в машинном и поперечном направлениях составляло 2,8 для WLC и 2,1 для FBB. Когда режимы, пригодные для картонных коробок из WLC, использовались для коробок из FBB, в машине быстро возникали «заторы», однако в сотрудничестве с техническим персоналом были найдены новые режимы синхронизации транспортирующего оборудования, позволившие успешно производить коробки и из FBB.
В настоящее время все настройки и регулировки могут проводиться автоматически, поэтому режимы для упаковки в складные картонные коробки могут быть быстро восстановлены после любых изменений размеров. Оборудование зачастую снабжается дисплеями технической поддержки, позволяющими производить диагностику и минимизировать влияние любых остановок.
В исследованиях «работоспособности» зачастую используют коэффициент трения, измеренный в динамическом, а не в статическом режиме. Здесь следует отметить важность выбора поверхности, используемой при испытаниях. Поскольку наиболее часто направляющие и толкатели машины — стальные или алюминиевые, велика вероятность, что при проверке коэффициента трения складной картонной коробки используется поверхность соответствующего металла, однако получаемые при этом результаты могут ввести в заблуждение. Следует иметь в виду, что на поверхности металла в конкретной машине может присутствовать материал с поверхности коробки, и это следует учитывать.
Поверхностное трение, обусловленное краской и лаком, может быть изменено с помощью их поставщиков. Включение кремнийорганических соединений (силиконов) или парафинов (воска) для улучшения сопротивления истиранию может уменьшить коэффициент трения или угол скольжения, а также глянец, поэтому при анализе возможных изменений такие модификации следует учитывать.
Хотя высокое поверхностное трение является иногда причиной плохой «работоспособности», маловероятно, что поверхность коробки окажется настолько скользкой, что это приведет к другим проблемам — например, затруднит работу с группой коробок.
Еще одно свойство картона, в прошлом вызывавшее проблемы, — это его воздухопроницаемость (пористость), что можно проиллюстрировать следующим примером. Заготовки коробки предполагалось захватывать по одной из стопы резиновыми вакуумными присосками, которые касались обратной запечатанной стороны картона. При этом возникла проблема пропусков при подаче или частичном захвате, приводивших к «заторам» в секции подачи фасовочно-упаковочной машины.
Коробки изготовлялись из мелованного картона, практически непроницаемого для быстрого прохода воздуха. Оказалось, что вакуумные присоски были установлены очень близко к обрезанной кромке коробки, и в результате воздух оттуда всасывался через кромку в средние слои картона, а оттуда — в точку всасывания. Проблема была решена установкой присосок дальше от края заготовки.
При использовании тонкого картона без меловального покрытия (в настоящее время довольно редкого) присоски могут втягивать воздух через два листа, вызывая одновременную подачу двух листов и заклинивание машины.
Исследование взаимодействия складных картонных коробок и упаковочных машин весьма важно, и следует приветствовать сотрудничество между производителями картонных коробок, картона и фасовочно-упаковочного оборудования с упаковщиками. Необходимо учитывать, что каждая проблема имеет свои причины, которые для ее понимания и устранения необходимо выявить.
Иногда в возникновении определенной неисправности обнаруживается некоторая последовательность. Например, проблема может быть связана с одной из станций вырубки коробки, с поврежденным звеном конвейера упаковочной машины или быть следствием повреждения оправки, формующей коробки. Проблема может быть также связана с собственно упаковочной машиной, коробками или с их сложным взаимодействием, однако обнаружить ее невозможно из-за слишком высокой скорости или отсутствия доступа к «подозрительному» месту. В таких случаях рекомендуется использовать видеосъемку рапидом.
Важные свойства картона и коробок и их связь с эффективностью выполнения машиной различных функций и перемещениями коробки приведены в обзоре, где перечислены следующие свойства и характеристики: пористость, гладкость (шероховатость), трение, адгезия, размеры (и их точность), качество вырубки, жест кость картона, жесткость линий биговки, сила раскрытия коробки и плоскостность. С этими свойствами картона и характеристиками коробки связана эффективность следующих операций
• загрузки магазина подачи коробок,
• извлечения коробок из магазина;
• сборки коробок;
• перемещения коробок в оборудовании;
• фасования изделий в коробки,
• закрытия клапанов коробки;
• размещение коробок на поддонах после выхода из машины.