 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Вырубка и биговка
В процессе вырубки и биговки запечатанный картон преобразуется в отдельные плоские заготовки будущих картонных коробок, причем в случае коробок с уже нанесенной печатью все отрезные кромки, линии биговки, бортики, клапаны, замковые элементы, местное тиснение и т. п. должны выполняться с учетом требований печати.
При вырубке следует обеспечить чистоту кромок картонной заготовки с нанесенной печатью и отсутствие на них обрезков волокон (например, разрыхленного волокна, его обрезков или комков, тонких заусенцев картона). Это очень важно, поскольку в противном случае при склеивании частицы постороннего материала мо гут попасть на упаковочную линию, где они будут препятствовать работе машины и загрязнять фасуемое изделие. ,
Линия биговки — это канавка в картоне, облегчающая сгибание или складывание по точно определенной линии. В заготовке складной картонной коробки линии биговки определяют кромки сторонок и клапанов, которые затем складывают при сборке, склеивании, наполнении и укупорке коробки. При складывании или сгибании картона вдоль линий биговки картон принимает форму коробки, придающую последней прочность на сжатие.
Ниже мы будем использовать термин «линии биговки». Это требует уточнения потому, что иногда английский термин «score» используют в другом значении, а именно «надрез картона, рицовка». Надрез (рицовка) также облегчает сгибание и складывание, но ослабляет поверхность картона и может испортить внешний вид запечатанного картона. Рицовку с успехом применяют при производстве разрывных лент для облегчения вскрытия упаковки. Для облегчения сгибания (например, на 45°) сгибов клапанов для лотков и упаковок с дном замкового типа (самораскрывающимся) используют перфорацию.
Линия биговки действует как своего рода петля. Можно измерить силу, необходимую для сгибания бигованной створки на любой заданный угол до 180° и силу ее пружинения, когда она препятствует удержанию после складывания. Оба эти аспекта очень важны для эксплуатационных свойств картонной коробки в ходе и после выполнения упаковочных операций.
Вырубка и биговка — это совершенно разные операции, но обе влияют на профиль картонной коробки и выполняются одновременно с помощью штампа (штанц-формы). Для вырубки и биговки применяют два типа машин: плоские и ротационные. Основное их отличие заключается в том, что при вырубке с использованием машины для плоской вырубки картон неподвижен, а в ротационных машинах он перемещается. Ротационное оборудование обычно используется в линии после печати с рулона. Плоская вырубка и биговка может выполняться с листовой подачей или в линии после печати на рулонной машине.
Несмотря на то что требования, предъявляемые к вырубке и биговке, весьма специфичны, существует много различных способов их выполнения на практике. Это имеет важные экономические следствия, связанные с объемами производства коробок.
Плоский штамп
Штамп изготавливается путем установки режущих ножей и биговальных линеек в предварительно прорезанные каналы прочной деревянной рамы, которые аккуратно вырезаются лазером в соответствии с конструкцией картонной коробки, разработанной методом автоматического проектирования. До появления лазеров применяли другие методы, в частности, вырезание с помощью специального лобзика или сборку с помощью точно вырезанных деревянных блоков. Собственно вырубку осуществляют ножами с острыми кромками, прорезающими картон вертикально. Биговка выполняется с помощью биговальных линеек с округлыми кромками, формирующих канавки путем вдавливания поверхности картона в канавку контрштампа. Ножи длиннее биговальных линеек, так как они должны прорезать картон насквозь. ,
Плоский штамп монтируют на верхней плите биговально-вырубной машины (рис. 10.19). Листы захватываются за переднюю кромку, а штанга с захватами перемещается через машину цепным транспортером. Перемещение осуществляется с остановками, позволяющими обрабатывать листы на каждой стадии.
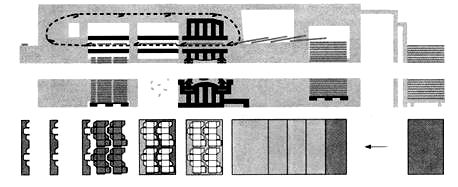
Рис. 10.19. Схема автоматической тигельной плоскопечатной машины с указанием стадий подачи листа, вырубки и биговки, удаления обрезков и разделения заготовок коробок.
В штампе также присутствует сжимаемый материал (обычно резина определенной степени упругости), расположенный в непосредственной близости от боковых кромок каждого ножа. Этот материал служит для прижима картона к биговальной матрице (талеру) на контрплите и надежного удерживания его во время вырубки. При отводе ножа он продолжает давить на картон и исключает прилипание картона к плите-основе. Данный тип штампа крепится между параллельными стальными пластинами, одна из которых периодически перемещается в прессе в вертикальном направлении. Лист вставляется, когда плита открыта. На рис. 10.20 и 10.21 (соответственно стадии 1 и 2) показано движение нижней плиты вверх для вырубки и биговки картона. На рис. 10.22 (стадия 3) нижняя плита перемещается вниз с вырубленным и бигованным листом, который затем снимается захватами, что делает возможным подачу на нижнюю плиту следующего листа, после чего цикл повторяется.
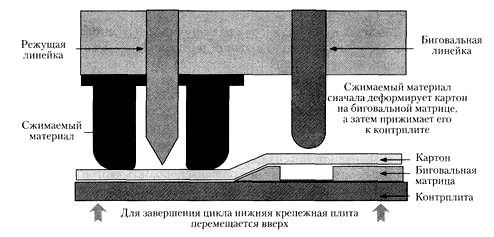
Рис. 10.20. Стадия 1 вырубки и биговки (нижняя плита движется вверх).
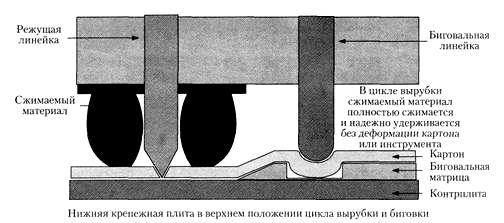
Рис. 10.21. Стадия 2 вырубки и биговки (выполняется вырубка и биговка листа).
Когда плита закрывается, штамп прорезает картон ножами, слегка касаясь стальной опорной плиты. Опорная плита выполняет важную функцию, позволяя регулировать контакт с ножами с помощью специального регулировочного устройства, расположенного за плитой, и тонкой ткани, располагаемой вдоль линии вырубки (в случае необходимости — в отдельных местах штампа).
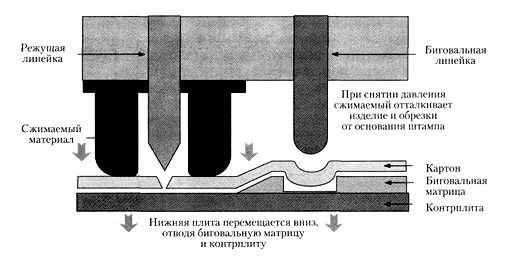
Рис. 10.22. Стадия 3 вырубки и биговки (нижняя плита перемещается вниз).
Поскольку запечатанные листы могут проходить через штамп со скоростью до 7000 листов/ч, а отдельные заготовки вырезаются из запечатанного листа при каждом вертикальном ходе плиты, очень важно, чтобы заготовки коробок оставались достаточно прочно соединены друг с другом и с захватом (или передней кромкой листа, которую протягивают через машину) до момента извлечения их из листа (рис. 10.23). Это достигается тем, что в листе оставляют несколько коротких неразрезанных перемычек. Кроме того, на кромках количество перемычек должно быть минимальным, так как они остаются видимыми и, следовательно, могут испортить внешний вид коробки после сборки. Такую технологию в целом называют плоской вырубкой, а метод вырубки — продавливанием (рис. 10.24), поскольку нож проходит через картон под давлением. Этот тип пресса для одновременного выполнения всех разрезов и биговок требует высокого давления, причем важно, чтобы тигель был выровнен горизонтально. Лист, из которого вырубаются заготовки, обычно по площади меньше тигеля, и штамп должен быть сбалансирован, что достигается установкой ножей в зоны, где вырубка и биговка не выполняются. Как мы уже отмечали, для работы этого оборудования требуется равномерно высокое давление по всей площади тигеля.
Верхняя кромка вырубного ножа острая, но слегка закругленная, и в картоне при движении ножа под давлением сквозь картон действуют горизонтальные силы (см. рис. 10.24). Эти силы наиболее велики в расположенных вблизи ножа местах линий биговки, как в случае с относительно узкой сторонкой склеиваемого клапана. Если в такой ситуации вырубка выполняется в поперечном направлении (CD) картона, как это обычно делается для приклеиваемого клапана, возрастает вероятность неровного разрыва вдоль линии вырубки на обратном, нижнем слое картона. Это обусловлено тем, что одновременное формирование соседней линии биговки в поперечном направлении картона растягивает его в продольном направлении. Было показано, что при формировании линии биговки увеличение ширины под биговальной линейкой (то есть различие между полуокружностью закругленного конца биговальной линейки и шириной линии биговки) составляет 57%. После отвода биговальной линейки нагрузка прекращается, но поскольку растяжимость картона в продольном направлении ниже, к соседней узкой сторонке прикладывается сила, способная привести к разрыву слоя на обратной стороне еще до завершения продавливания.
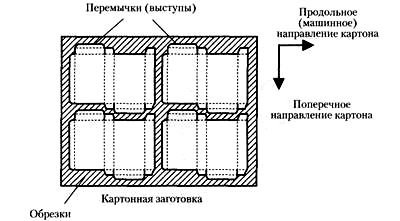
Рис. 10.23. Лист после вырубки и биговки с четырьмя заготовками коробок, перемычками и обрезками.
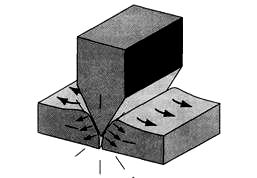
Рис. 10.24. Вырубка продавливанием: при вырубке на плоском высекальном прессе картон разрывается стальным ножом, преобразующего силу, направленную вниз, в боковую силу разделения.
Существуют методы, позволяющие избежать возникновения этого дефекта, в частности, использование острых ножей и предотвращение высыхания картона до вырубки (что уменьшает его растяжимость). Кроме того, важно уделять внимание настройке и выбору сжимаемых резиновых валиков вдоль ножей, удерживающих лист при вырубке в фиксированном положении и облегчающих извлечение ножа из картона.
Ротационный штамп
При использовании традиционного ротационного штампа применяют два комплекта стальных цилиндров — один для биговки, а второй для вырубки (рис. 10.25). Для получения ножей и биговочных линеек с поверхности сплошного металлического цилиндра удаляют лишний металл, и ножи вырубного штампа устанавливают так, чтобы они слегка касались опорного вала. Параллельно биговочным линейкам в опорном цилиндре биговочного вала вырезают канавки. В производстве таких штампов в настоящее время применяется электроэрозионная обработка.
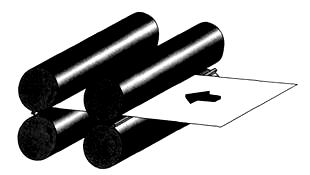
Рис. 10.25. Схема ротационной вырубки, демонстрирующая концепцию разделения вырубки и биговки и допускающая независимую их регулировку.
Используемое для вырубки давление в этом случае значительно меньше, чем у плоского штампа, так как развертка картонной коробки вырезается постепенно по мере вращения штампа и рулона с одинаковыми линейными скоростями, а метод вырубки (продавливание) аналогичен.
Такой ротационный высекальный штамп недешев и экономически эффективен лишь при крупных заказах картонных коробок (например, 1,25 млн штук). После выполнения такого заказа штамп перетачивают, что позволяет выполнить еще 1,25 млн штамповок. Сплошной ротационный штамп можно перетачивать до 4 раз, то есть им можно выполнить 6 млн вырубок.
В фирме Bemal внедрен более простой и менее дорогой вариант такого штампа без шейки вала, что позволило сэкономить металл и уменьшить объем необходимых работ по металлообработке за счет исключения шеек валов.
В последнее время появился ряд новшеств, позволивших использовать ротационный штамп для меньших заказов. Ротационные штампы с гибкими пластинами (формами) — это тонкие стальные листы, подвергнутые химическому травлению. Такими пластинами можно выполнять до 800 тыс. вырубок, после чего их необходимо менять. Пластины фиксируют на барабанах механически или с помощью магнитов.
Еще один вид вырубки — это резка наклонным лезвием, сдвигом (рис. 10.26). Такая вырубка может быть реализована и с помощью ротационных штампов. При этом нож, используемый при вырубке продавливанием, заменяют двумя смещенными относительно друг друга плоскими металлическими выступами, один из которых располагается на верхнем валу, а второй — на нижнем. Картон между пластинами сжимается, обеспечивая чистую и свободную от пыли вырубку. Режущее действие аналогично действию ножниц при резке бумаги и картона. Данный метод был разработан в США фирмой Marathon Corporation. Первоначально штампы имели форму листов, обернутых вокруг цилиндров. Их изготавливали фотосггасобом и травлением, продавая под маркой «fill». В первом варианте возникали проблемы, связанные с погрешностями и сроком эксплуатации. По истечении срока действия патента фирма Bernal творчески переработала эту идею и стала применять сплошные закаленные цилиндры, выпустив такие системы под торговой маркой «RP system» (от RP, Rotary Pressure — ротационное давление). В настоящее время это оборудование позволяет обеспечить точность и стабильное качество с небольшим количеством обрезков при выпуске крупных серий коробок.
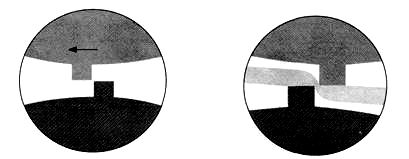
Рис. 10.26. Режущие кромки для вырубки: картон вырезается кромками выступов на вращающихся цилиндрах.
Давление и, следовательно, износ ножей на таких штампах значительно ниже, чем при вырубке продавливанием, а штампы служат значительно дольше. Типичный объем выпуска до необходимости перетачивания ножей составляет 10 млн заготовок, причем переточку можно производить 4 раза.
Штампы для вырубки с использованием гибких тонких листов в последнее время подешевели и изготавливаются химическим травлением. Они дешевле сплошных ротационных штампов и до замены с их помощью можно выпустить более 6 млн заготовок.
В работе также подчеркивается, что важным показателем эксплуатационных издержек для различных ротационных штампов является себестоимость 1000 коробок. В указанной работе приводится методика расчета себестоимости штампа на 1000 коробок (срт). Ротационные штампы, работающие методом продавливания и сдвига, могут выполнять также биговку, что снижает эксплуатационные затраты и время наладки машины.
Наиболее эффективные отрывные полоски получают с помощью рицовки. Такая полоска получается сочетанием рицовки (надрезания поверхности сверху) и выполняемой с небольшим смещением обратной рицовки (надрезания с обратной стороны), которые производятся комплектом коротких лезвий на биговальной матрице (талере). Обратная рицовка выполняется с упором на плоский контрнож (опору), помещенный в штамп. Если рицовка выполняется с каждой стороны узкого бортика картонной заготовки, то этот бортик можно легко и чисто оторвать от коробки.
Перфорацию в картоне выполняют ножом с зазубринами. Ее используют вместо биговки на коротких бортиках под углом 45°, используемых для формирования лотков и замкового дна. Чтобы лоток или коробку можно было сложить, после нанесения на эти линии биговки клея соседние бортики отгибаются назад на себя, то есть к стороне с нанесенной печатью.
Заготовки коробок извлекают из листа с помощью операции удаления обрезков, которая на ротационных и тигельных прессах выполняется автоматически. Чтобы при выемке заготовки вниз не возникало загиба вверх по направлению к запечатанной стороне, устройство для удаления обрезков должно быть правильно сконструировано и настроено. Если отделение обрезков на тигельных прессах автоматически не осуществляется, то эту операцию выполняют позже вручную с помощью молоточков с резиновыми бойками. Для автоматизации этой операции необходима система, эффективно отделяющая и удаляющая с листа картона все обрезки.
Основной фактор достижения высокой эффективности производства складных картонных коробок — это соответствие габаритов коробки согласованным чертежам, что обеспечивается современными технологиями штампов и контрштампов (матриц). Давно известен измерительный стол с подвижным микроскопом фирмы Pira — нам приходилось использовать его еще в 1960-е гг. В 1980-е гг. фирмой Indocomp Systems была внедрена автоматизированная система (ACT II), автоматически проверяющую контуры линий биговки и размеры бортиков. В картонной упаковке для молока с крышеобразным верхом, например, эта система точно определяет положение 74 линий биговок (рицовок) и 32 кромок. С ее помощью можно было генерировать различные отчеты, и она явилась предшественником системы ACT III на основе Microsoft Windows, работающей намного быстрее и позволяющей создавать 3D-изображения биговки (рицовки) и кромок.