 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Изготовление жестких коробок
Простейшая технология производства жестких коробок состоит в нанесении на бумагу тонкого слоя адгезива и прикладывании ее к картону; при этом бумагу оборачивают вокруг угловых клапанов коробки и закрепляют. Несколько более сложная технология подразумевает сначала «фиксацию» углов картона (со стороны коробки или крышки) с помощью термосвариваемой (фиксирующей) ленты с последующим покрытием картона бумагой.
Адгезив может наноситься вручную, просто пропусканием бумаги над валиком, покрытым клеем, после чего бумагу оборачивают вокруг коробки. Это вполне приемлемое решение для производства образцов, выпуска небольших партий коробок или сложных компонентов упаковки, которые не могут быть изготовлены на машине. При крупносерийном производстве фиксация коробки выполняется автоматически в машине, после чего изделие проходит под завертывающей головкой, на которую подается бумага с уже нанесенным на нее при помощи сложной системы валиков и щеток клеем. Бумажная обертка прижимается к задней и боковым сторонам коробки как с внешней, так и с внутренней стороны.
В идеальном случае две оберточные линии размещают рядом, причем одна обертывает коробку, а другая крышку, после чего обе части собираются (вручную или в машине). Если требуется изготовить коробку-«книжку», эти линии обертывания могут быть объединены с линиями ламинирования (на которых бумажные листы приклеиваются на плоский бигованный картон или на конструкцию из нескольких кусков картона). В результате получается футляр, который затем помещается на основание коробки. Линии обертывания — это очень сложные системы (одна такая линия и одна машина для сборки коробок стоят около 250 000 ф. ст.).
В типичной линии для крупносерийного производства синхронно выполняется сборка коробки, ее склеивание, разметка и обертывание. Типичная схема размещения оборудования для изготовления коробок и крышек приведена на рис. 9.7. Вокруг основных линий обертывания располагают дополнительное оборудование для выполнения различных вспомогательных операций — установки петель, прошивки, этикетирования, нанесения печати, термосваривания, обрезки углов и др.
Другой метод покрытия коробок называют «конвертным» (или свободным) обертыванием, при котором бумаге заранее не придается требуемая форма. Такой сложенной бумагой оборачивают коробку, приклеивая ее к картону только по краю.
Добавление фиксирующих прокладок (как картонных, так и полученных вакуумным формованием) зачастую требует использования длинных конвейерных поточных линий с производительностью 1500-2500 шт./ч. Кроме того, заказчики зачастую предлагают фирмам-изготовителям коробок упаковывать продукцию. Предприятия по изготовлению коробок — это капиталоемкие производства, на лучших из них воздух в цехах кондиционируют или, как минимум, регулируют его влажность. На производстве жестких коробок, как и на любых других предприятиях, связанных с бумажной и картонной упаковкой, необходимо соблюдать чистоту и вести комплексную борьбу с грызунами.
Большое разнообразие конструкций коробок неизбежно означает, что на предприятиях по их изготовлению работает сравнительно больше сотрудников низкой и средней квалификации, чем на предприятиях других отраслей промышленности. С учетом сезонности спроса на жесткие коробки и, соответственно, их производства важным фактором становится широкий профиль квалификации сотрудников и возможность работать по гибкому графику.
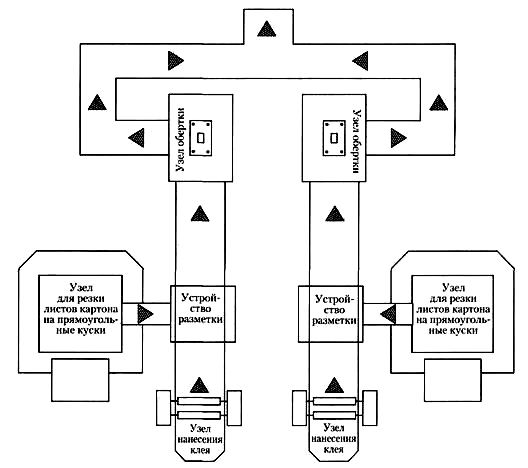
Рис. 9.7. Схема линии для изготовления жестких коробок и крышек для них
Коробка с четырьмя выдвижными ящичками
Для демонстрации операций, необходимых в производстве коробок для упаковки «предметов роскоши» или новинок, можно привести пример изготовления жесткой коробки с четырьмя выдвижными ящичками.
Этап 1. После выполнения первой группы операций (рис. 9.8) подготовлен внешний и четыре внутренних рукава, формирующие направляющие для выдвижных ящиков. Для фиксации соединений используется липкая лента.
Этап 2. Лицевую сторону направляющих выдвижных ящиков и внешний рукав покрывают декоративными материалами (рис. 9.9).
Этап 3. Выдвижные ящики вырезаны, надрезаны, и их углы собраны. В конце закрепляются захваты выдвижных ящиков и осуществляется контроль правильности сборки и соответствия деталей. Результат сборки приведен на рис. 9.10.
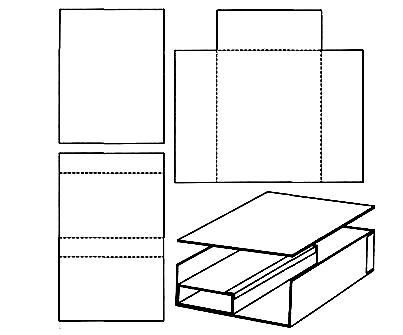
Рис. 9.8. Подготовка внешнего и внутренних рукавов.
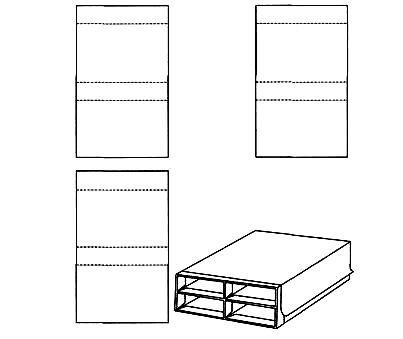
Рис. 9.9. Покрытие внешнего рукава и лицевой стороны направляющих для выдвижных ящиков декоративными материалами.
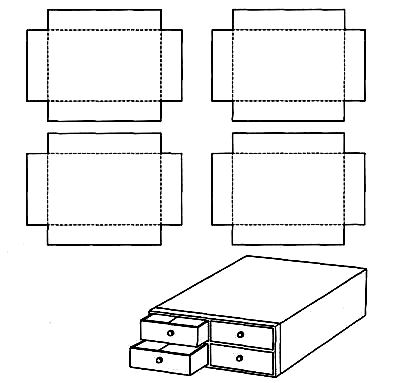
Рис. 9.10. Заключительная сборка и внешний вид коробки с выдвижными ящичками.
Жесткие коробки продолжают сохранять свою конкурентоспособность и в современном мире упаковки находят самое разное применение. Они должны вызывать ощущение высокого качества упакованного в них изделия, обеспечивая при этом механическую защиту содержимого. Универсальность конструкции, использование различных аксессуаров и методов печати позволяет создавать уникальную упаковку, продолжающую радовать потребителей.